發(fā)布時(shí)間:2025-01-01 01:24:06瀏覽數(shù):
1.總則
本守則適用于奧氏體不銹鋼制壓力容器的制造,本守則與工藝文件有矛盾時(shí)以工藝文件為準(zhǔn)。

2.通用規(guī)
(1) 不銹鋼部件或容器的制造應(yīng)在門場(chǎng)地進(jìn)行,并具備如下條件:
a. 制造場(chǎng)地應(yīng)具備保暖、通風(fēng)、清潔及文明生產(chǎn)條件。
b. 工件存放制造場(chǎng)地時(shí),應(yīng)鋪設(shè)地板或橡膠板、木板等。
c. 支承托輥及焊接輥均應(yīng)掛膠。
(2) 遙遙工具如:銅錘、木錘或淬火工具等時(shí),應(yīng)盡量使工件少和鐵器接觸,磨削用砂輪需采用純氧化物制。
(3) 材料標(biāo)記移植
a. 材料標(biāo)記應(yīng)用記號(hào)筆移植。
b. 制造過程受壓件或與介質(zhì)接觸的件(內(nèi)件)的材料的標(biāo)記在各工序應(yīng)保持清晰、完整、正確,直到水壓試驗(yàn)查合格或竣工后方允許被清洗掉。
(4) 防止磕碰劃傷
板材或部件在吊運(yùn)制作過程,應(yīng)始終保持鋼材表面、設(shè)備及胎具的清潔,防止將熔渣、氧化皮等金屬雜物壓入工件表面。
防止磕碰劃傷在各工序的措施:
3.部件的制造
(1) 封頭
a. 封頭壓制按JB/T4746《橢圓形封頭》進(jìn)行。
b. 封頭盡量采用冷沖壓型,型后可不進(jìn)行熱處理。
c. 封頭劃后采用等離子切割時(shí)應(yīng)留10-15mm加工余量。機(jī)加工坡口時(shí),封頭上盡量不焊輔助支耳,可采用胎具裝夾。
(2) 筒體
a. 筒節(jié)的制造按《裝工藝守則》進(jìn)行。
b. 當(dāng)筒節(jié)間用法蘭連接時(shí),別是靠近法蘭端面處有接管及補(bǔ)強(qiáng)圈時(shí),般裝配順序如下:
Ⅰ.裝配接管及補(bǔ)強(qiáng)圈并焊接。
Ⅱ.裝配筒節(jié)法蘭,用螺栓將兩筒節(jié)法蘭把緊,并應(yīng)預(yù)防電擊封面。
Ⅲ.焊接筒節(jié)法蘭。
也可以考慮在加工能力允許的情況下,在筒節(jié)法蘭的封面沿厚度方向預(yù)留2-3mm加工量,焊后再次加工封面。
(3) 接管法蘭
a.法蘭的螺栓孔應(yīng)跨(有殊要求的除外)。
b.法蘭面應(yīng)垂直接管心,其偏差均不得過法蘭外徑1%(法蘭外
100mm除外),且不于3mm,可利用胎具進(jìn)行對(duì)(見圖1)。
4.焊接
(1) 焊接環(huán)境溫度不5℃。當(dāng)環(huán)境溫度5℃時(shí),在溫下不要求預(yù)熱
的焊件也應(yīng)在距焊口兩側(cè)各100mm范圍內(nèi)加熱至15℃才能施焊。
(2) 焊坡口內(nèi)須用丙酮或酒擦去油污,用不銹鋼絲刷或砂輪清理坡口表面,為防止焊接飛濺污染,坡口兩側(cè)各100mm范圍內(nèi)涂上白堊粉。
(3) 可用氧-乙炔火焰預(yù)熱、整體進(jìn)爐預(yù)熱或板式電加熱器預(yù)熱,用表面溫度計(jì)或試溫筆查預(yù)熱溫度。
(4) 應(yīng)避在工件上焊臨時(shí)輔件,位焊、焊、焊臨時(shí)輔件均應(yīng)按產(chǎn)焊接工藝。
(5) 受壓元件別是筒體縱縫應(yīng)有引弧板,不應(yīng)在工件表面引弧。
(6) 位焊、焊、焊臨時(shí)輔件以及引弧板的去除嚴(yán)禁遙遙打掉,應(yīng)采用風(fēng)鏟或速砂輪等機(jī)械方法去除。
(7) 有關(guān)焊接要求按《不銹鋼焊接工藝守則》。
(8) 除以上規(guī)外,還應(yīng)遵守其它有關(guān)規(guī),如《下料工藝守則》、《卷板工藝守則》、《裝工藝守則》等。
5.容器表面要求
容器及其部件按設(shè)計(jì)工藝文件規(guī)進(jìn)行整體或局部酸洗鈍化處理。

冷凝器換管冷凝器換不銹鋼管概述業(yè)從事冷凝器換管冷凝器換不銹鋼管,銅管換...

船用冷油器換管焊接鋼管(又稱有縫管和焊接管)主要用于火力發(fā)電、化工、鋼...

我們的換熱管換管銅管主要是換熱管冷卻器遙遙在冷油器,凝汽器,冷卻器,換...

循環(huán)水二次濾網(wǎng)是過濾水中雜質(zhì)的較不錯(cuò)選擇,通常二次濾網(wǎng)與凝汽器膠球清洗裝...
矩形(方形)波紋補(bǔ)償器也稱補(bǔ)償器、波紋補(bǔ)償器、膨脹節(jié)、伸縮器(伸縮節(jié))...

爐外成套化學(xué)加藥裝置(加氨裝置,磷酸鹽加藥裝置)采用的是機(jī)電一體化結(jié)構(gòu)...

汽液兩相流液位自動(dòng)疏水調(diào)節(jié)器是廣泛應(yīng)用于電力系統(tǒng)中的高、低壓加熱器、軸...

放散消聲器分為氧氣放散消聲器,氮?dú)夥派⑾暺鞯绕渌麣怏w放散消聲器,遙遙...

事故停機(jī)時(shí),安全高位油箱要保障停機(jī)惰走期T2內(nèi),維持安全潤(rùn)滑油供給,使...

熱力除氧器有高位熱力除氧器和低位熱力除氧器是鍋爐及供熱系統(tǒng)關(guān)鍵設(shè)備之-...

無頭除氧器又稱內(nèi)置式除氧器結(jié)構(gòu)主要由封頭、簡(jiǎn)體、支座及內(nèi)部組件等組成。...

除氧器乏汽回收裝置參照GB151-1999《管殼式換熱器和》和《電力建...

除氧器在遙遙之前一定要做相關(guān)的準(zhǔn)備,只有做之后才能遙遙遙遙的遙遙,下面...

熱力式除氧器按壓力分為壓力式除氧器和大氣式除氧器,大氣式除氧器也稱為低...

真空除氧器運(yùn)行時(shí)的注意要點(diǎn)除氧器運(yùn)行時(shí),如發(fā)現(xiàn)有排汽帶水現(xiàn)象時(shí),可采取...

高壓旋膜式除氧器主要優(yōu)點(diǎn)除氧遙遙在較短的時(shí)間內(nèi),除氧水中溶氧量可達(dá)到我...

除氧器是如何對(duì)電廠高溫鍋爐進(jìn)行熱力除氧的呢?除氧器是作為驅(qū)除鍋爐給水中...

除氧器是如何對(duì)電廠高溫鍋爐進(jìn)行熱力除氧的呢?除氧器是作為驅(qū)除鍋爐給水中...

熱力除氧器能夠的除去鍋爐設(shè)備中的氧,從而避遙遙鍋爐設(shè)備受到腐蝕,從而影響...

旋膜真空除氧器的工作原理是應(yīng)用亨利定律和道爾頓定律,根據(jù)亨利定律可知,...

旋膜式除氧器與噴霧填料式除氧器原理旋膜式除氧器與噴霧填料式除氧器只是結(jié)...

熱力式除氧器按壓力分為壓力式除氧器和大氣式除氧器,大氣式除氧器也稱為低...
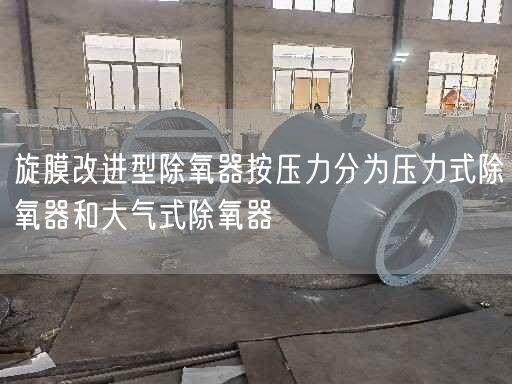
旋膜改進(jìn)型除氧器按壓力分為壓力式除氧器和大氣式除氧器,是一種型熱力除氧...

熱力除氧器不受振動(dòng),蒸汽壓力波動(dòng)和水鋰的影響;水箱除過氧的給水匯集到熱...

不銹鋼壓力容器鋼制造工藝源頭廠家Copyright ? 2012-2024 連云港靈動(dòng)機(jī)電設(shè)備有限公司 35358aaa.com 版權(quán)所有